Struggling with inconsistent yarn quality despite using advanced machines? Over 80% of quality issues still require manual control, making a robust management system absolutely essential for success.
To guarantee the quality of your finished yarn, you must establish a comprehensive quality management system. This involves standardizing employee operations and consistently implementing all work procedures according to the actual production situation. This ensures reliable, high-quality output every time.

In recent years, double-twisted yarn has become popular for its excellent softness, wear resistance, and tensile strength. However, because single-spindle monitoring technology is still maturing, human oversight remains the most critical factor in quality control. Without a solid system, you are leaving quality to chance. Let's explore how to build a structured framework to manage this process effectively, ensuring every cone of yarn meets the highest standards.
What are the core components of a double twisting machine?
Are you unsure where to focus your quality control efforts on your machinery? A small failure in a hidden part can lead to widespread quality problems. Understanding the machine's anatomy is the first step.
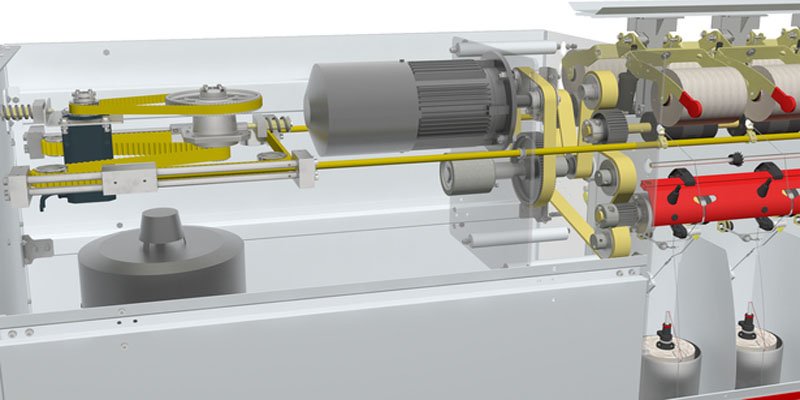
A double twisting machine consists of three main units: Power, Twisting, and Transmission. The twisting unit is the absolute core of quality control, as it directly handles the yarn and forms the final product.

To effectively manage quality, you must have a deep understanding of how each part of the machine functions and interacts. Any lack of synchronization in the winding part or abnormalities in the twisting process can cause batch-wide quality defects. Here is a breakdown of the essential components you need to monitor.
The Power Unit
This is the heart of the machine, providing the necessary motion for all operations. Its components are fundamental to the machine's overall performance.
- Motor and Control: Includes the main electric motor, the secondary drive shaft, and the electrical control box.
- Speed and Operation: Consists of the spindle speed change pulley, which adjusts twist levels, along with operating elements and display screens for monitoring.
The Twisting Unit
This is where the actual twisting happens, making it the most critical area for quality control. It's broken down even further:
- Spindle Drive & Brake: This includes the spindle drive belt, tension wheels, and the spindle brake pedal. Proper tension and braking are crucial for consistent operation.
- Spindle Assembly: This assembly holds and guides the yarn. It includes the spindle disc for storage, the yarn can, tensioning devices, the spindle liner, the balloon cover, the balloon guide hook, and the yarn break auto-stop mechanism.
- Yarn Winding Device: This section forms the final package. It comprises the drum, overfeed roller, transverse guide nozzle, package holder, and bobbin clamp.
The Transmission Unit
This unit ensures that power is delivered smoothly and synchronously from the power unit to the twisting unit, which is vital for uniform quality.
- Drive System: Power is transmitted from the motor via belts to the spindles and then through toothed belts and reduction gears to the winding and overfeed rollers.
- Anti-Patterning Device: This prevents the formation of "ribbons" or patterns on the yarn package, ensuring stable unwinding in the next process.
- Electromagnetic Clutch: Controls pulses to vary the speed of the transverse guide, further preventing pattern formation.
How do you establish an effective equipment management system?
Are recurring equipment failures causing constant downtime and quality issues? A reactive "fix-it-when-it-breaks" approach is inefficient. You need a proactive, cyclical management system to maintain peak performance.
The twisting and transmission units are key to quality control. A closed-loop management system based on preventive measures is essential. This includes scheduled maintenance cycles, clear personnel responsibilities, and diligent daily inspections.

To prevent batch quality problems caused by asynchronous winding or twisting abnormalities, we must move beyond simple repairs. A structured, preventive approach ensures that potential issues are identified and corrected before they impact production. Here are the pillars of an effective equipment management system.
Scheduled Maintenance Cycles
We establish fixed cycles for machine maintenance to ensure every part is checked systematically.
- Wiping Cycle: Set to 45 days. This involves cleaning and minor inspections of the twisting and transmission units.
- Overhaul Cycle: Set to 2 years. During an overhaul, we conduct a thorough inspection, correct the relative positions of components, replace worn parts, and re-verify all process parameters.
Personnel and Parts Management
Clear accountability is crucial for quality.
- Fixed Personnel Responsibility: We assign specific machines to individual maintenance staff. This ensures that if a problem occurs, we can trace it back to the responsible person, providing effective supervision over the quality of maintenance work.
- Spare Parts Management: A detailed log is kept for all equipment parts. This is vital for controlling key quality points. For example, to reduce instances of no-twist yarn, records for twisting-related components must be meticulously detailed, including the date received, material name, model, quantity, and the specific machine it was used on.
Daily Checks and Fault Logs
Consistency is built through daily habits and continuous improvement.
- Daily Self-Inspection: Maintenance workers are required to spend 30 minutes daily inspecting their assigned machines, focusing on different items each day. Equipment managers perform random spot checks to ensure compliance and effectiveness.
- Faulty Machine Log: A categorized log for machine failures is established. It records the cause of the failure and downtime. The team analyzes this data and implements corrective measures based on the "Four Don't Let Go" principle (not letting go until the problem is solved, the person responsible is educated, corrective measures are implemented, and others have learned the lesson).
- Contracted Machine System: We implement a system where maintenance personnel are responsible for a block of machines. Their performance is evaluated on metrics like accessory costs, machine downtime, and feedback from operators. This incentivizes proactive and high-quality maintenance work.
How do you solve the most common problems in double twisting?
Are you constantly fighting fires like yarn breaks, uneven twist, and poor package formation? These recurring issues disrupt workflow and lead to significant waste. A systematic troubleshooting guide can turn chaos into control.
Solving common problems starts with accurate diagnosis. By identifying the root cause—whether it’s equipment wear, incorrect settings, or operator error—you can apply targeted solutions and prevent recurrence.
The key to reducing defects is a deep understanding of their causes. Below is a structured guide to diagnosing and solving the most frequent issues encountered in the double twisting process. By training staff to use this logic, you empower them to maintain quality standards independently.
Frequent Yarn Breaks
| Causes | Solutions |
|---|---|
| 1. Improper yarn wrap angle, causing excessive or insufficient tension. | 1. Check yarn tension and adjust the wrap angle (90-540°) or the overfeed rate. |
| 2. Deformed spindle flyer hitting the cones. | 2. Restore the flyer to its original shape. |
| 3. Damaged ceramic nozzles or guides. | 3. Replace all damaged yarn guide accessories. |
| 4. Balloon is too small and touches the top edge of the yarn can. | 4. Adjust balloon height or re-center the balloon; adjust spindle speed if needed. |
| 5. Clogged yarn path or tangled yarn on the spindle disc. | 5. Regularly check and clean the spindle disc and the entire yarn path. |
Uneven Twist (Loose or Tight Twist)
| Causes (Loose Twist) | Solutions (Loose Twist) |
|---|---|
| 1. Incorrect twist gears used. | 1. Verify and install the correct twist gears for the process. |
| 2. Drive belt rubbing against the spindle disc. | 2. Adjust the tension and height of the drive belt. |
| 3. Brake not disengaging properly, causing friction. | 3. Inspect and adjust the brake mechanism. |
| 4. Operator did not pass the yarn through the tensioner. | 4. Reinforce standard operating procedures and conduct spot checks. |
| Causes (Tight Twist) | Solutions (Tight Twist) |
|---|---|
| 1. Package is unstable on the drum or not rotating freely. | 1. Adjust the creel's parallelism and position relative to the drum. |
| 2. Loose or damaged synchronous belt. | 2. Regularly inspect and replace the synchronous belt. |
| 3. Worn chuck causing abnormal package rotation. | 3. Assigned maintenance personnel must promptly check for equipment abnormalities. |
| 4. Operator did not pass the yarn over the overfeed roller during piecing. | 4. Ensure operators follow the correct path after piecing up an end. |
"Pigtail" Defects
| Causes from Doubling Process | Solutions |
|---|---|
| 1. Inconsistent tension between the two single yarns. | 1. Ensure tension discs and other process settings are consistent. |
| 2. Two single yarns do not unwind from the cone synchronously. | 2. Adjust tension separately based on the quality of each yarn cone. |
| 3. Nicks or grooves on the winder drum. | 3. Inspect and repair or replace the winder drum. |
| Causes from Twisting Process | Solutions |
|---|---|
| 1. Improper process settings (e.g., spring sleeve), causing unstable unwinding. | 1. Ensure process consistency during and after a product changeover. |
| 2. Improper piecing technique by operator. | 2. Standardize piecing-up operations: keep the yarn straight and coordinate hand/foot movements. |
| 3. When stopping, the yarn is not fully straightened. | 3. Ensure the yarn guide needle is lifted early when stopping the machine. |
How does personnel management impact quality?
Do you find that quality suffers even with perfect machines and processes? The human element is often the final, critical factor. A disengaged team can undermine the most advanced technology.
Effective personnel management is essential for creating a proactive quality culture. When employees feel valued and work in a fair and healthy environment, they take ownership and contribute innovative solutions to improve quality.

To truly achieve superior quality, you must invest in your people. A positive and supportive workplace encourages employees to be more than just machine operators; it turns them into quality guardians. This requires a multi-faceted approach focused on motivation, teamwork, and communication.
Creating a Supportive Environment
The foundation of a strong team is a workplace that fosters well-being and engagement.
- Incentive Mechanisms: Establish a healthy incentive system that rewards proactive process control, encouraging all employees to participate actively in quality assurance.
- Fair and Healthy Workplace: Provide a fair, just, and green working environment. Good lighting, clean air, and controlled humidity (60-70% is ideal) not only improve yarn quality by reducing breaks and hairiness but also create a space where employees can work comfortably and effectively.
Team Building and Skill Development
A cohesive and skilled team is your greatest asset.
- "Catch the Two Ends" Strategy: This management approach involves focusing on both top performers and those who are struggling. We celebrate and empower our top performers to lead by example. For those falling behind, we provide targeted support and training to help them improve. This pulls the "middle" group forward and raises the entire team's skill level.
- Team Cohesion: Regularly organize team-building activities. Using formats like case-sharing sessions or discussing life insights helps build positive energy and strengthens team unity.
Communication and Mindset
Open dialogue and a positive outlook are crucial for continuous improvement.
- Effective Communication: Use different communication styles for different levels of staff. Ensuring that communication between supervisors, subordinates, and peers is clear and effective allows the entire team to grow together.
- Positive Mindset: Cultivate a "sunshine" mentality within the team. A positive and collaborative atmosphere enhances team cohesion and creates a powerful, unified force dedicated to achieving quality goals.
Conclusion
In the double twisting process, factors like humidity, equipment maintenance, and operator skill all impact the final product. Lasting quality control is achieved by combining cyclical equipment management, diligent status checks, strict process control, and strategic personnel management into one cohesive system.
